蚀刻刀
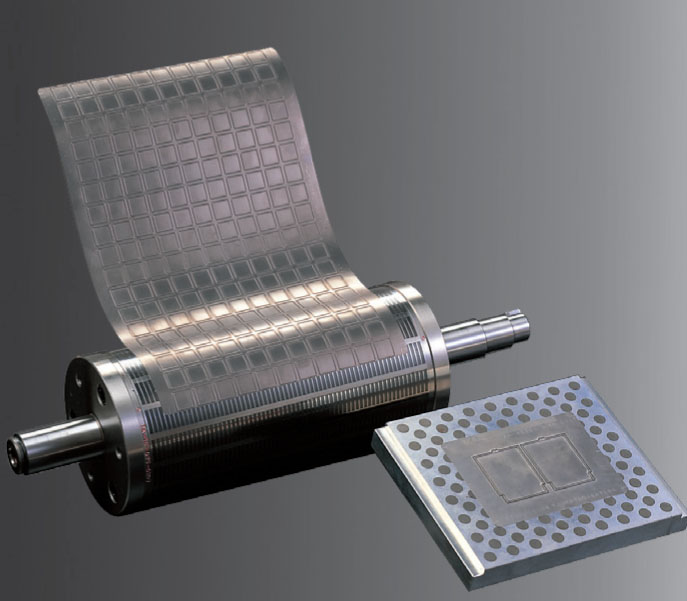
磁性辊
2000高斯强力磁性辊,把蚀刻刀牢牢的固定住。
保护刀锋用辊肩为可更换结构。
最大制作规格全长1000mm×直径250mm。
配套提供不干胶印刷机用50~154齿轮。

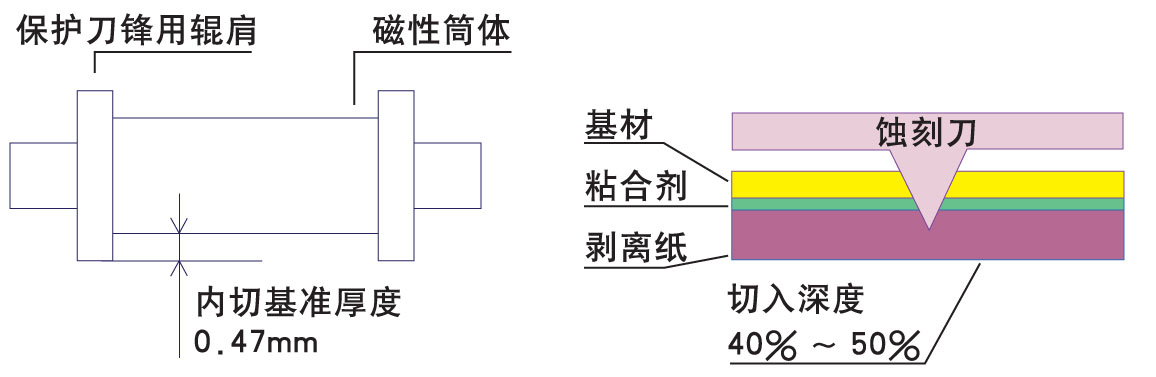
蚀刻刀的设定方法
刀高的设定:根据刀锋切入剥离纸厚度的40%~50%设定
(例)
玻璃纸厚 0.08mm
内切基准厚度 0.47mm
0.08×50%=0.04(切入深度)
0.47-0.04=0.43(刀高)
{参考}
剥离纸厚 | 刀高 |
0.04 | 0.45 |
0.06 | 0.44 |
0.08 | 0.43 |
0.11 | 0.41 |
0.15 | 0.38 |
※刀高指蚀刻刀包含底板的总高度。
刀角设定
对纸张选用耐用的60°刀锋
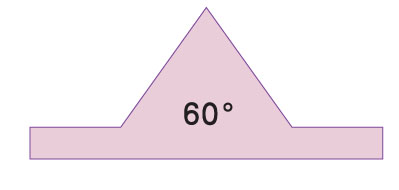
PET等塑料片材选用50°的刀锋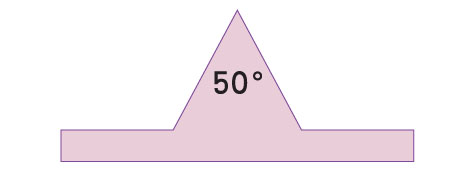
在加工较厚剥离纸与较柔软的材料时,易发生剥离纸与材料分离的现象,请特别注意!
蚀刻刀的特点:
几乎不需要对刀的高低做调整。
适合精密加工。
切口无接缝、线条光滑。
缩短更换安装时间。
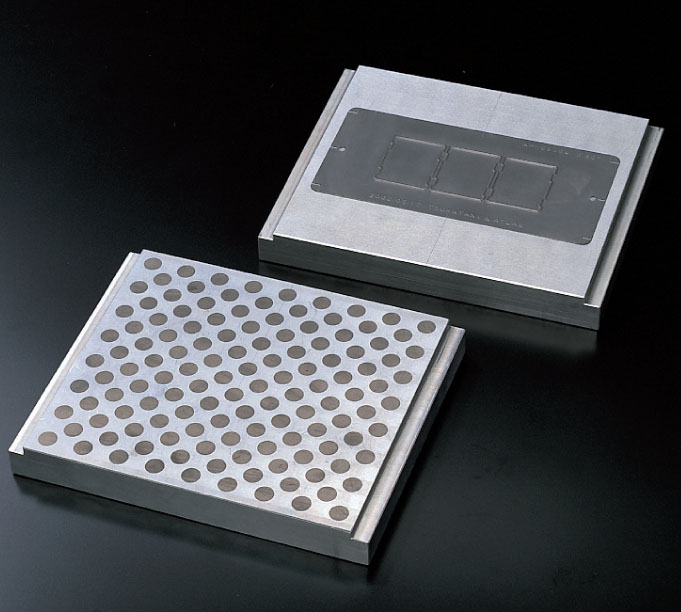
磁性板、铝板
磁性板和铝板均采用硬质铝材,不易发生凹陷。
平切建议使用贴装方便的磁性板。
极高的平整度,可保证蚀刻刀(精度±0.003mm)的模切精度。
厚度7mm~24mm。
最大尺寸:厚度8mm:250×250mm
厚度24mm:490×640mm
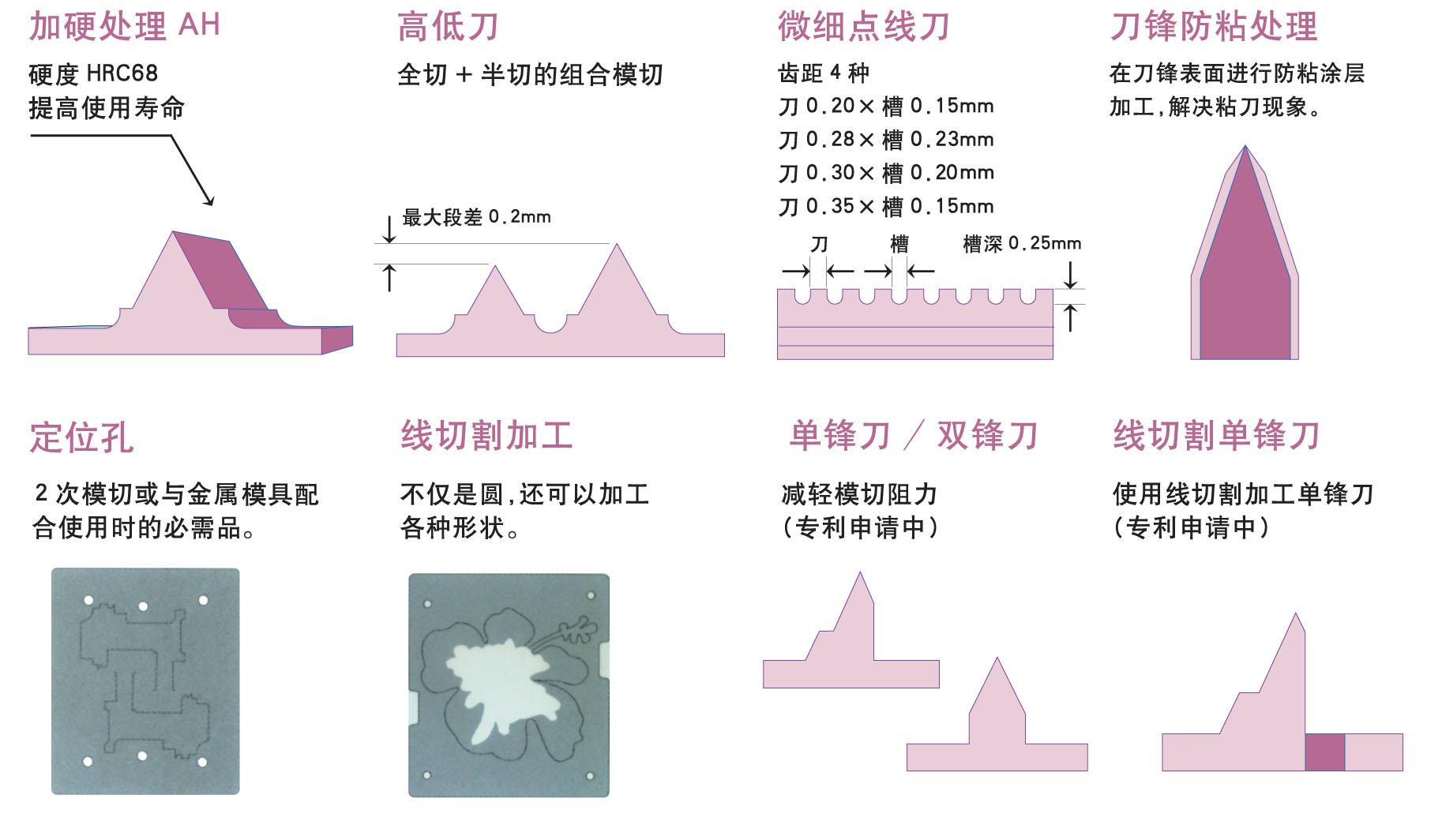
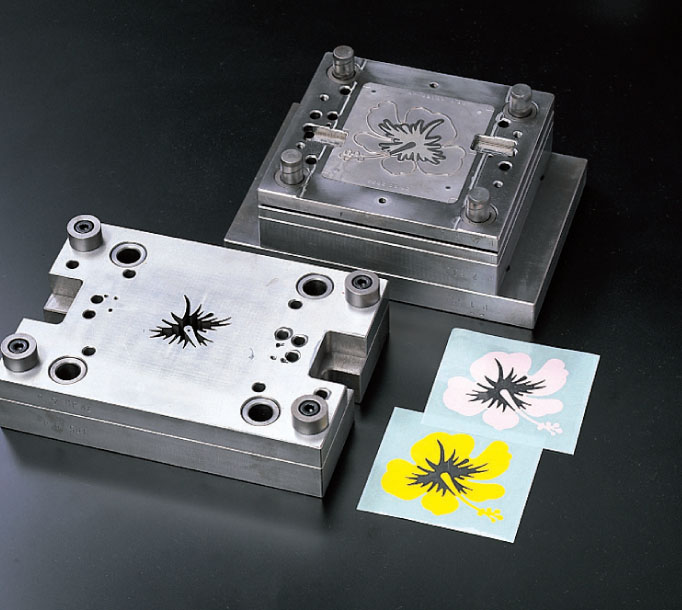
组合模具
分2次模切加工时,应使用定位孔和定位销。可防止2次模切时的偏位。
线切割加工和金属模具
线切割后的蚀刻刀与技术模具配套使用,可同时完成半切和全切。
蚀刻刀完成半切,全切部分由金属模具来完成,并通过凹凸顶针结构彻底解决清废问题。
平切用蚀刻刀的固定方法
在基板上固定蚀刻刀时,基板与蚀刻刀之间请不要使用双面胶带和粘合剂。双面胶带和粘合剂的残留会造成蚀刻刀的不平整,发生部分地方切不开的情况。
必须从蚀刻刀的正面用单面胶带固定,不使其移动。
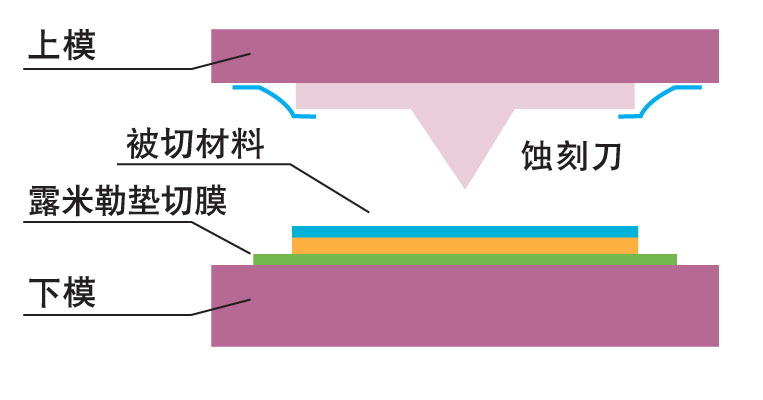
半切加工时,在被切材料的底部使用硬质的保护垫板(如铁板等)。全切加工时,在被切的材料底部使用硬度较低的垫板(如露米勒垫切膜等)。
操作顺序
客户提供CAD数据发E-mail → 根据CAD数据报价 → 数据确认 → 制作 → 试切合格 → 交货
蚀刻刀的计价方法
根据CAD图纸计算出总刀长
总刀长×A.B.C难度系数单价+蚀刻刀模面积基价+特殊加工费用=报价(全面·1/2·1/4·1/8的单价)
蚀刻刀面积区分

蚀刻刀参数
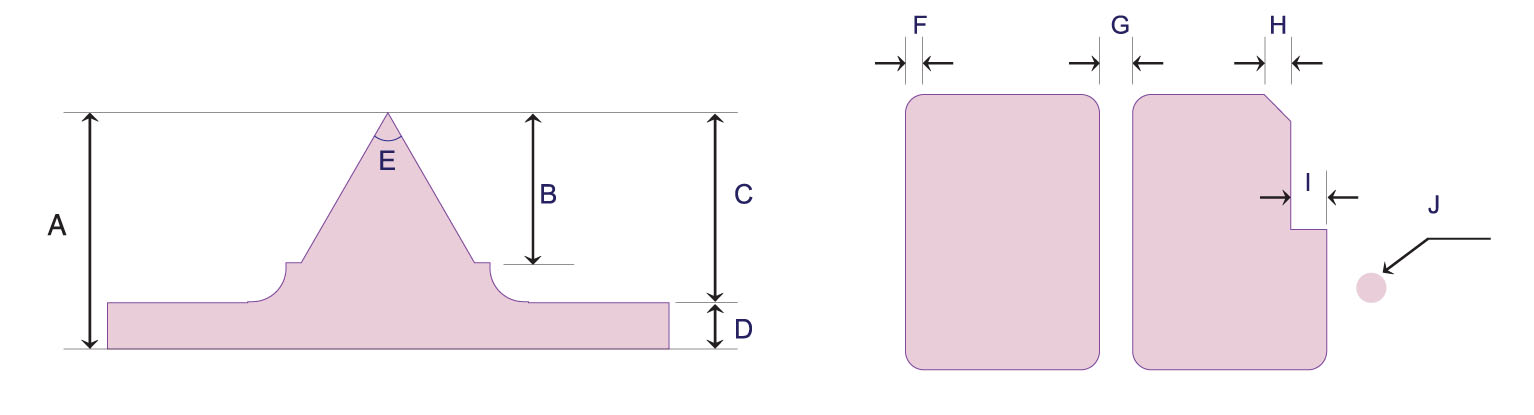
标准(AP)硬度 HRC46
| 滚切用
| 平切用
|
A.刀高
| 0.35~0.58
| 0.6
| 0.8
| 1.2
|
B.刀切深度
| 0.20~0.25
| 0.3
| 0.4
| 0.8
|
C.蚀刻深度
| 0.22~0.45
| 0.4
| 0.6
| 1.0
|
D.板厚
| 0.13~0.18
| 0.2
| 0.2
| 0.2
|
E.刃角
| 40°50°60°80°
| 30°40°50°60°
|
刀高
| 0.35~0.47
| 0.35~0.48
| 0.6
| 0.8
| 1.2
|
刃角
| 60°
| 50°
|
F.最小R角
| 0.25
| 0.35
| 0.25
| 0.30
| 0.55
|
G.最小间隙
| 0.80
| 0.90
| 0.80
| 0.90
| 1.50
|
H.C面
| 0.40
| 0.45
| 0.40
| 0.45
| 0.75
|
I.最小弯曲面
| 0.25
| 0.30
| 0.25
| 0.30
| 0.55
|
J.最小直径
| 0.90
| 1.00
| 0.90
| 1.00
| 1.60
|
特殊加工